This article is a reprint from the Formlabs blog.
In the last segment of this casting basics, we will discuss sand casting.
In the sand casting process, a foundry worker fills containers known as mold boxes or flasks with a mixture of sand and binder, then packs sand around the pattern. The pattern is removed to leave a negative impression of the pattern behind, and molten metal is poured into the cavity.
An open-faced mold may be used for parts with features on a single side. Parts with features on multiple surfaces require closed cavity molds, with upper and lower mold boxes, referred to as cope and drag.
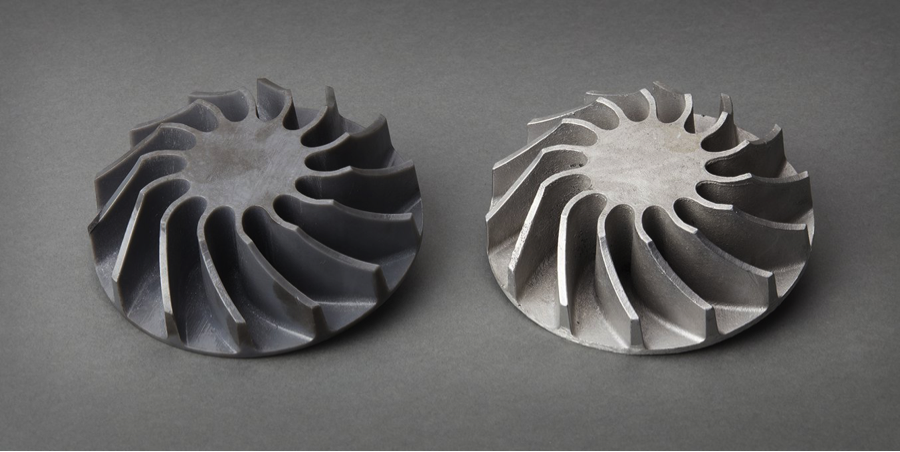
Grey Resin printed pattern and finished aluminum casting from an open-faced sand mold.
In a closed mold, metal travels through a gating system before reaching the part cavity. This gating system is carefully designed to minimize structural and aesthetic imperfections resulting from improper metal flow.
Closed cavity sand molds sometimes make use of suspended cores to create internal cavities in the finished castings, as in the case of engine blocks or pump housings.
We hope you enjoyed our 4-part series on casting.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Leave A Comment