Coolant has three purposes for CNC machines.
- To cool
- To lubricate
- To flush
chips away from the cutting tool.
There are 3 typical delivery methods, flood, air, and mist and each is affected by pressure and volume.
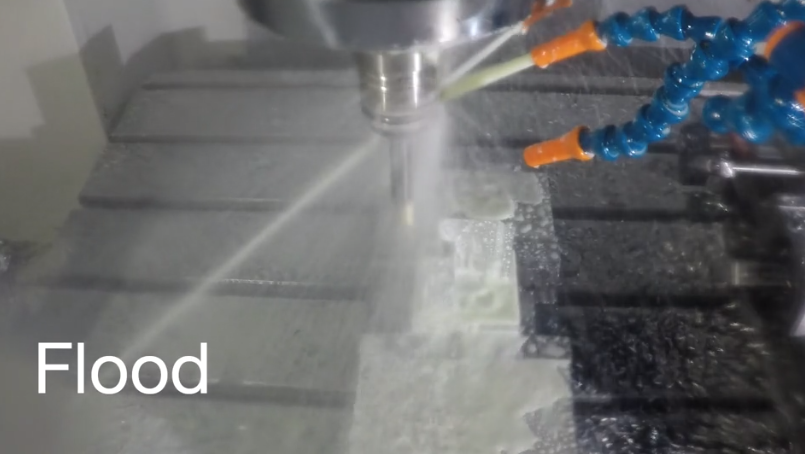
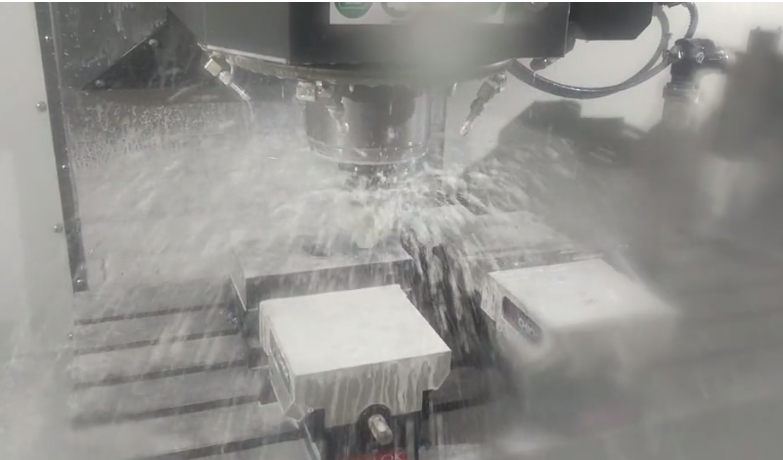
Flood is the most common method, which is directed either at the tool, through the tool, or both. Flood delivery is the best method to provide cooling, lubrication and is good at chip flushing. As coolant pressure increases so does the ability to flush chips and remove heat. In drilling, as you drill larger diameter holes you need more volume to fill the hole that is being created and as you drill deeper more pressure is needed to flush chips.
A straight air blast is great for clearing chips and is OK for cooling but lacks any lubrication needed for specific materials.

High-Pressure coolant is a flood method at 1,000 psi or more and allows increased feed rate, instant part cooling and amazing chip evacuation but can break smaller diameter tools. You also need a coolant designed for high pressure because it intensifies foaming. High pressure must be applied in an enclosed machine otherwise you will have coolant everywhere but in the coolant tank.

A mist buster is also needed because a coolant vapor will fill inside the machine which becomes a health issue for the operator and difficult to seeing anything inside the machine.

Mist coolant is using coolant with an air blast, which gives great chip clearing with lubrication but is bad health-wise for the operator because a coolant vapor will fill the machine and area around it. A mist buster helps a lot but there is still a possible health risk and issues seeing into the machine.

MQL is “Minimum Quantity Lubrication,” also known as “Near Dry Machining” or “Micro Lubrication.” MQl is using air blast for cooling then adds a lubricant at the micro-level giving lubrication. This has great chip evacuation, good cooling effect and a very good lubrication to reduce tool wear. The biggest benefit is less mess, environmentally and health-friendly and no maintenance or old coolant to dispose of.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Leave A Comment