by Steve Weaber, Cimquest Applications Engineer

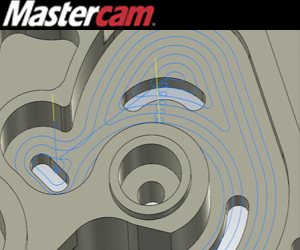
Fig. 1
Have you ever wondered about the differences between Mastercam’s traditional vs Dynamic toolpaths? We hope to explain how the new Dynamic Motion technology differs from the traditional toolpaths and how you can benefit from using it.
Traditional toolpaths are offset based (See Fig 1). These toolpaths are governed by the shape of the geometry that drive them. There is little concern over, or knowledge of, remaining material and certain conditions like the amount of engagement. Similar to manual programming, offset-based toolpaths typically utilize similar step-downs and step-overs. A common problem with these toolpaths is over engagement, particularly in tight corners or sharp direction changes. Usually, programmers would adjust the feed and speed to compensate for worse case scenarios. In these cases, the speed and feed parameters are applied over the entire toolpath. To make things worse, once a new contour of pockets is chained those parameters would likely need to be changed so what was run for one contour or pocket may not be adequate for the other(s).

Fig. 2
Some other issues with traditional toolpaths include heat buildup and chatter – the enemy of tools and coatings which give you shorter tool life, chipped tools, or even worse – broken tools (Fig 2). Most all of these issues relate back to tool motion and cutting parameters that were used.
And then along came Radial Chip Thinning
What is Radial Chip Thinning?
- When the Width of Cut < the Tool radius
- Or the chips are thinner than the feed per tooth (ex. – .008 FPT results in a chip thickness of .004)
- Higher feed are needed to maintain the chip thickness

Fig. 3
The problem with RCT is that if your feed rate isn’t matched correctly to your step over then the feed per tooth of the tooling is not cutting in an optimal condition. This can be seen as most CNC operators turn down the feed override at the controller which reduces the chip load creating HEAT and TEARING. The coating is killed and the cutter flutes are damaged, thus shortening the tools life.
Some issues with RCT are that cutting tool parameters from the tool manufacturers are typically based on straight line/cut analysis and recommendations. RCT provides a consistent chip load until it enters a corner or curve at which the cutter engagement is greatly increased and overloads the tool (See Fig 4). RCT doesn’t factor in variations in contours or pockets.

Fig. 4
So how do we combat these issues in Mastercam? With Dynamic Motion!
What is Dynamic Motion?
- It uses the idea of RCT
- Tool depth can go as much as 2X tool diameter (See Fig 5) because of the RCT
- It takes the benefit of RCT straight line cutting and applies it to ALL GEOMETRY (See Fig 6 below)
- It adjusts the tools’ motion to keep the tool always in safe and optimal cutting conditions
- So you’re cutting faster and deeper with optimal cutting conditions with higher feed rates and are removing more material with increased tool life!



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Leave A Comment