
As we continued our training and application experience here at Cimquest to apply Mastercam Dynamic toolpaths, we ran into several issues, some big ones being the ability to hold a tool when power cutting and maximizing tool life when speed cutting.
First let’s explain what power and speed cutting is. Power cutting is cutting at more than 50% tool diameter and 1.5 to 2 times depth using traditional type speeds and feed to maximize metal removal rate. This places a large amount of torque against the tool, which wants to pull the tool out of the holder because of the flute helix. Speed cutting is the opposite, small step over at up to 6 times tool diameter depth at very high chip loads and SFM to take advantage of radial chip thinning. This high rpm and feed can increase tool runout and in turn reduces tool life.
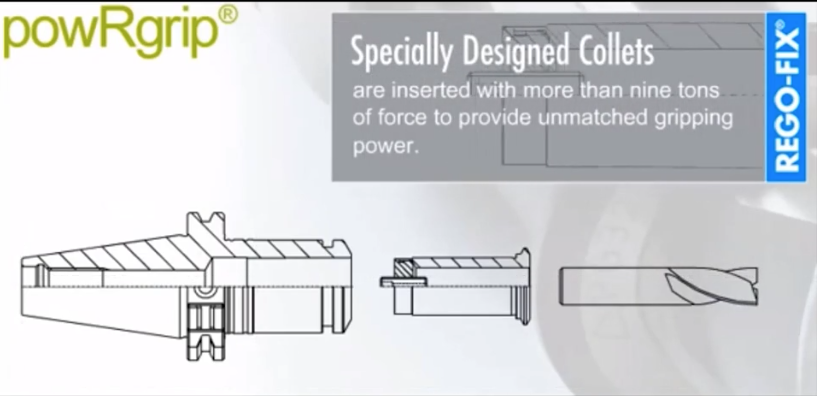
One of the best solutions we found is the Rego-Fix powRgrip system. The powRgrip system uses hydraulic pressure to press fit the tool in the collet into the holder all of which is super precise in size, location and surface finish.
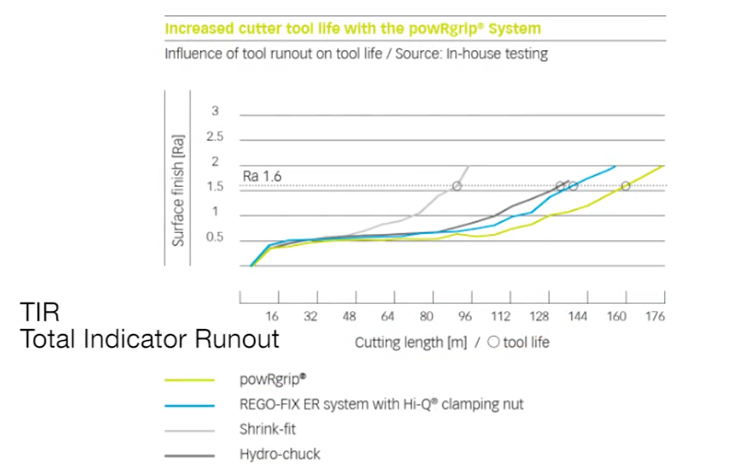
The press fit gives excellent grip strength to hold the tool and fantastic TIR or Total Indicator Runout so the tool has very little runout which extends tool life.
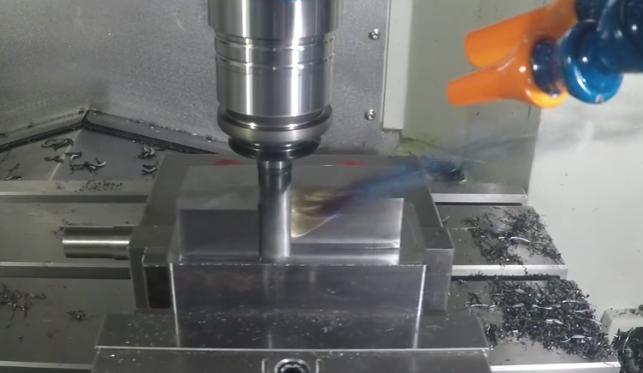
In the photo below we are installing a ⅜ inch diameter end mill in a powRgrip collect and holder.

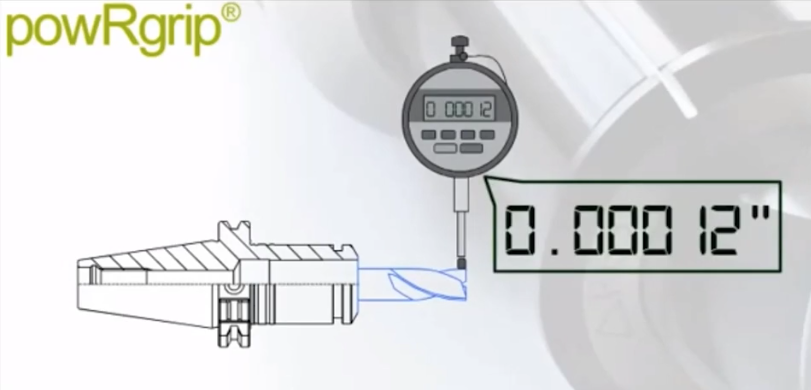
Next, we place the tool holder into the spindle of our Takumi H10 mill and ran a .0001” indicator to check TIR at the tip of the tool. The end result was only .0003” TIR at approximately 6 inches from the spindle. Perfect for speed cutting or 50 to 65% step over power cutting.

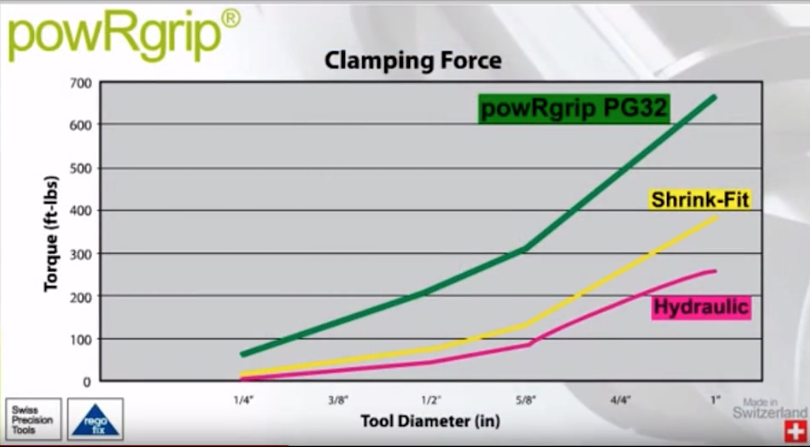
As you can see, the Rego-Fix powrGrip system allows you to hold for the power cutting applications while also giving you very little run out to extend tool life for speed cutting.
Please be sure to sign up for our 2 Minute Tuesday video series to receive tips and tricks like this one in video form every week. More info at the button below.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Leave A Comment